波峰焊的工作原理解析


波峰焊(Wave Soldering)是一种常用的电子元器件表面焊接技术,主要用于大批量生产中的电子产品制造。它通常用于焊接表面贴装技术(SMT)组件,如电阻、电容、集成电路等,将它们连接到印刷电路板(PCB)上。
波峰焊的工作原理如下:
预处理:在进行波峰焊之前,通常需要对PCB和元器件进行预处理,包括清洁和涂覆焊膏等工艺步骤。
PCB定位:PCB被定位到焊接机的传送带上,通常是在输送带上通过固定的夹具来保持稳定。
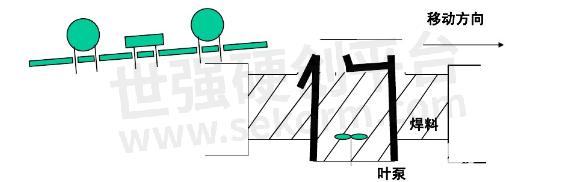
焊锡液浸润:焊接机中的焊锡液会被加热至液态,形成一个称为焊锡波峰的液体表面。这个焊锡波峰通常是通过波峰焊机的一对旋转的波峰轮产生的。
焊接过程:当PCB通过焊接机时,焊锡波峰会与PCB的焊盘接触,焊锡液会润湿焊盘和元器件的引脚。同时,预先涂覆在PCB上的焊膏会被加热并与焊锡液相融,形成焊接连接。
冷却和固化:完成焊接后,PCB会通过冷却区域,焊锡液会快速冷却并固化,形成牢固的焊接连接。
- |
- +1 赞 0
- 收藏
- 评论 0
本文由Vicky转载自TOPPOWER官网,原文标题为:波峰焊是什么?,本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关推荐

解析波峰焊、回流焊、手工焊接三种不同焊接工艺对PCB电路板的影响
本文是捷多邦针对波峰焊、回流焊、手工焊接三种不同焊接工艺对PCB电路板的影响总结,希望对各位工程师朋友有所帮助。


PCB波峰焊的用途和优势有哪些?
PCB波峰焊是一种常用的电子组装技术,用于将电子元件固定在PCB电路板上。它涉及将预先安装在PCB上的元件通过波峰焊设备进行加热,使焊料熔化并与PCB表面形成可靠的连接。今天捷多邦小编就跟大家分享pcb波峰焊的相关内容。

TOPPOWER(顶源科技)电源模块/开关电源选型指南
目录- 公司介绍 DC-DC 隔离定电压输入电源 DC-DC 隔离宽电压输入电源 DC-DC 非隔离电源 AC-DC 板载电源 AC-DC 机壳基板型开关电源 AC-DC 导轨式型开关电源
型号- TP50DC,TPK-SAR,TPC/PWF-150-XS,TPI-2W,TP15AT,TKA-W25,TPV-W25,TP15AS,TPR/DG-30-XS,TPR/SDR-240-XS,TP03AA,TP35DC,TP15ACS,TPC/PS-60-XS,TPR/DG-15-XS,TPET,TP30ACS,TP50DG,TPR/NDR-U75-XS,TP78XX-0.5,TP15AC,TP30AT,TP30AU,TPVT,TP15AL,TPK-3W,TP03AR,TP10AC,TP2L-3W,TPVT-2W,TP03AZ,TPC/GKF-320-XS,TPE2,TP10ACS,TPE1,TPV1,TPV-SAR,TP03AC,TPD-W25,TP03AD,TPC/PDF-1200-XS,TPR/NDR-U120-XS,TPV2,TP03AL,TPET-2W,TPC/PWF-100-XS,TPB,TPC/LPD-100-XS,TPD,TPG,TPF,TPR-W25,TPI,TPH,TP2L-2W,TPK,TPJ,TPAT-W2,TPL,TKE-W25,TPAT-W5,TP06DB,TP06DE,TPS,TP25DG,TPT,TPC/LR-150-XS,TP50AU,TPR/SDR-360-XS,TP05DB,TP05DA,TP20DC,TP78XX-2,TP20DB,TP2L-1W,TP20DD,TP78XX-1,TPR-W5,TPV2-W5,TPR/SDR-120-XS,TPH-3W,TPC/PDF-800-XS,TP78LXX-1,TPAT,TP20AC,TPAT-2W,TP10DB,TP10DA,TP10DC,TP20ACS,TP20ACL,TPG-3W,TPC/LR-200-XS,TP05ACS,TPET-W2,TP40DC,TPET-W5,TP01AZ,TPJ-2W,TKE-W5,TP05AS,TP05AR,TPA2,TP06DA,TP12AC,TPC/PDF-600-XS,TKA,TPA1,TP50AE,TP40DG,TPR/NDR-U240-XS,TKE,TP05AZ,TP05AD,TP05AF,TPC/LR-350-XS,TP05AC,TP20AT,TP05AL,TP20AU,TPD-W5,TPC/GKF-200-XS,TPL-3W,TPVT-W5,TPC/LR-50-XS,TPC/PD-25-XS,TP30DB,TPR/SDR-75-XS,TPLE-W5,TP2L-6W,TP15DC,TP30DG,TP15DB,TPLE-W1,TPC/NE-350-XS,TP30DC,TP50DH-300DH,TPLE,TPC/LR-35-XS,TPD-2W,TP08DA,TP10AG,TP10AF,TPV1-W5,TP10AS,TPR/SDR-480-XS,TP50DH-300,TP10AT,TP78LXX-1.5,TPVT-W2,TP02AZ,TP25AU,TP03DB,TP03DA,TPA-W25,TPV-W1,TPB-1W,TP06AC,TP15DD,TPD-3W,TPR-1W,TP30-60AH,TP40AU,TPC/PS-35-XS

中高端电源模块厂商顶源科技(TOPPOWER)授权世强硬创代理
根据协议,DC-DC电源模块、AC-DC电源模块、AC-DC开关电源、DC/DC隔离定电压输入电源、DC/DC隔离宽电压输入电源、DC/DC非隔离电源等全线产品上线世强硬创平台,丰富了平台的产品及产品信息,满足不同科技企业需求。

TOPPOWER(顶源科技)DC-DC电源模块选型表
TOPPOWER(顶源科技)DC-DC电源模块,输入电压范围3.3V~264V,输出电压范围为±3.3V~43V,功率范围为0.1W~50W,隔离电压范围为1.5KV~6KV
|
产品型号
|
品类
|
输入电压(V)
|
输出电压(V)
|
功率(W)
|
隔离电压(kv)
|
封装形式
|
|
TP06DA05D15
|
DC-DC电源模块
|
4.5V-9V
|
±15V
|
6W
|
1.5kv
|
DIP
|
选型表 - TOPPOWER 立即选型


多层陶瓷电容器的波峰焊应对事宜
Nippon Chemi-Con多层陶瓷电容器可支持的波峰焊尺寸为,尺寸代码31,32,43的产品。

【选型】SATA3.0连接座570724-005H用于主板接口,具备立式过孔波峰焊,7pin数据传输
某主板设计需要采用SATA Revision 3.0接口,立式连接器,THT过孔波峰焊接,7pin数据传输,环境温度-40℃~70℃。本文推荐得润电子的570724-005H座子可以匹配适用;还具备传输速度达到6Gbps,可循环插拔500次以上等优势。
TOPPOWER(顶源科技)DC-DC非隔离电源模块选型表
TOPPOWER(顶源科技)DC-DC非隔离电源模块,输入电压范围4.75V~32V,输出电压范围为1.5V~15V,封装形式皆为SIP
|
产品型号
|
品类
|
输入电压(V)
|
输出电压(V)
|
封装形式
|
|
TP7812-2L
|
DC-DC非隔离模块
|
16V-30V
|
12V
|
SIP
|
选型表 - TOPPOWER 立即选型
SD2400 可以过波峰焊和回流焊吗?
可以过波峰焊,但是不能过回流焊。
TOPPOWER(顶源科技)AC-DC电源模块选型表
TOPPOWER(顶源科技)AC-DC电源模块,输入电压范围85V~305V,输出电压范围为±5V~±24V,功率范围为1W~40W,隔离电压范围为3KV~4KV
|
产品型号
|
品类
|
输入电压(V)
|
输出电压(V)
|
功率(W)
|
隔离电压(kv)
|
封装形式
|
|
TP10AG220S15W
|
AC-DC电源模块
|
85V-305V
|
15V
|
10W
|
3kv
|
DIP
|
选型表 - TOPPOWER 立即选型
手工焊接、波峰焊接、回流焊接分别是什么?焊接条件是什么?
手工焊接:人工使用电烙铁进行焊接,烙铁头温度:340℃-360℃,焊接时间:3s 以内。 波峰焊接:对引脚为直插式的电子元器件的自动焊接,焊接温度:250℃-260℃,焊接时间:5s~10s 以内,预热温度及时间尽量在 100℃,1min 以内。 回流焊:表贴装型继电器的自动焊接,焊接的峰值温度:245℃以内,焊接时间:220℃ 以上 30s 以内,预热温度及时间尽量在(150~180)℃,1min 以内,详见各提供回流焊规格的继电器的说明书。
可进行波峰焊吗?
MCR(004除外)、MNR(02/04/12/14/15/18除外)、LTR、ESR、KTR、TRR系列适用。

【产品】额定电流在1A~15A的玻璃管保险丝,波峰焊耐热温度可达260℃,符合PSE安全认证
华德电子推出MFS和MFP系列玻璃管保险丝,额定应用电流在1A~15A;采用玻璃管本体;引脚为镀锡铜线;熔丝为合金线;操作温度在-55℃~+125℃范围。波峰焊接260℃, ≤ 3s;烙铁焊接350±10℃, ≤ 3s;符合PSE安全认证。

电子商城

现货市场

服务
可定制插座连接器的间距1.25mm~2.54mm;列数:单列/双列/三列/四列;端子类型:直焊针、直角焊针、表面贴装式、无焊柔性针压接、绕接、载体.;镀层、车针长度/直径、连接针长度等参数可按需定制。
最小起订量: 1 提交需求>
授权代理品牌:集成电路
























































授权代理品牌:分立元件






































授权代理品牌:接插件及结构件













授权代理品牌:部件、组件及配件




























授权代理品牌:电源及模块





授权代理品牌:电子材料














授权代理品牌:仪器仪表及测试配组件




授权代理品牌:电工工具及材料






授权代理品牌:机械电子元件








授权代理品牌:加工与定制












登录 | 立即注册
提交评论