焊接接头和焊接试样力学性能试验:扩散氢试验


一、扩散氢试验简介
扩散氢试验是用于测量焊接金属中氢含量的方法。氢是焊接过程中常见的杂质元素,过多的氢会导致焊接接头出现延迟裂纹等缺陷。通过扩散氢试验,可以评估焊接工艺中氢含量的控制情况,进而保证焊接接头的质量和可靠性。
二、扩散氢试验的目的
测量焊接金属中的氢含量:定量分析焊缝金属中的扩散氢含量。
评估焊接质量:通过氢含量的检测,判断焊接工艺的合理性和稳定性。
预防焊接缺陷:了解和控制氢含量,预防因氢引起的延迟裂纹等焊接缺陷。
三、相关标准
ISO 3690:2018 - 金属材料焊接和相关工艺 扩散氢含量的测定。
AWS A4.3-93 - 焊接耗材扩散氢含量的标准方法。
GB/T 20489-2006 - 焊接消耗品 扩散氢含量测定方法。
四、测试方法
1.试样制备:
焊接试样:按照标准方法焊接试样,通常为焊条电弧焊或气体保护焊。
样品处理:在焊接完成后,立即进行冷却处理,并在规定时间内进行氢含量的测定。
2. 试验设备:
扩散氢测试仪:用于捕集和测定焊接金属中扩散出的氢。
气相色谱仪:用于精确测量捕集到的氢气体量。
3. 试验步骤:
a.捕集氢气:将焊接试样置于扩散氢测试仪中,通过加热或化学方法捕集焊接金属中扩散出的氢。
b.测定氢气:使用气相色谱仪测定捕集到的氢气体量。
c.计算氢含量:根据测定结果,计算焊接金属中的扩散氢含量,单位通常为ml/100g焊接金属。
d.数据处理。
e.记录结果:记录每个试样的氢含量数据。
f.分析结果:根据测定数据评估焊接接头的氢含量及其对焊接质量的影响。
五、注意事项
试样处理时间:焊接试样焊接完成后应迅速处理,避免氢扩散损失。
试验环境:保证试验环境的稳定性,避免环境温度和湿度对氢含量测定的影响。
设备校准:确保扩散氢测试仪和气相色谱仪的准确校准,保证测试结果的可靠性。
通过扩散氢试验,可以有效控制和评估焊接过程中氢含量,从而减少因氢引起的焊接缺陷,提升焊接接头的质量和可靠性。
【科普1】常见焊接方法有哪几种?
目前焊接有三种方法,分别为:熔焊、压焊、钎焊。
1、熔焊:加热欲接合的工件并使它的局部熔化形成熔池,熔池冷却凝固后便能接合,必要时可加入熔填物辅助。它是适合于各种金属和合金的焊接加工,整个过程不需要压力。
2、压焊:顾名思义,压焊的过程必须对焊件进行施加压力。适合于各种金属材料和部分金属材料的加工。
3、钎焊:钎料采用比母材熔点低的金属,使用液态钎料润湿母材,填充接头间隙,通过与母材互相扩散,来实现焊件的链接。
【科普2】焊接主要评定的项目有那些?
1、化学性能:熔敷金属化学成分
2、力学性能:焊缝及熔敷金属拉伸试验
焊接接头拉伸试验
焊接接头弯曲试验
焊接接头冲击试验
焊接接头硬度试验
3、断裂试验:刻槽锤断试验
角焊缝折断试验
4、宏观金相:焊接接头宏观金相
5、微观金相:焊缝铁素体含量及组织检验
6、腐蚀试验:焊接接头品间腐蚀试验
焊接接头点腐蚀试验
焊接接头抗硫化氢腐蚀(HIC)
焊接接头抗硫化氢应力腐蚀(SCC)
【科普3】材料焊接工艺评定的流程
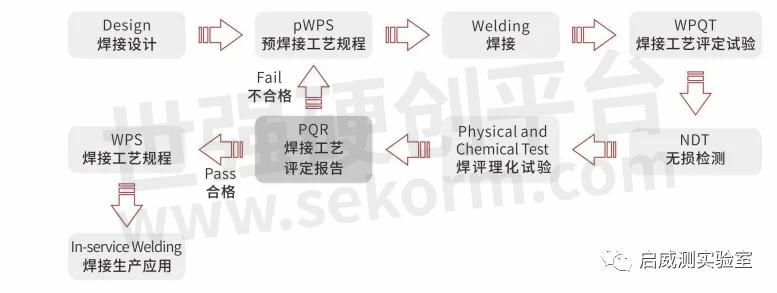
01 预焊接工艺规程编制
在与委托单位签订焊接工艺评定委托书后,对工艺评定方案进行讨论研究,确定工艺评定方案,并根据产品结构、技术条件拟定焊接工艺评定试验方案,并编制预焊接工艺规程,预焊接工艺规程编制完成后,由技术负责人进行审核后执行。
02 试验准备
在预焊接工艺规程批准后,进行焊前的准备工作:
(1) 钢材、焊材的准备;
(2) 焊接设备及辅助机具的准备;
(3) 焊接材料的烘干、保温;
(4) 根据设计文件进行试件坡口的加工、清理试件、组对焊口。
03 试件施焊
焊前准备工作完毕,由施焊人员根据预焊接工艺规程进行施焊,同时,技术人员负责对施焊过程进行记录。
04 试件检验
试件检验包括外观检验、无损检验、力学性能检验、金相、硬度检验、抗腐蚀试验检验等内容。
05 外观检验
试件焊接完以后,进行焊件的外观检验,并填写“焊缝表面质量检查报告”,外检合格,进入下一道工序,若外检不合格,则重新进行焊接过程。
06 无损检验
焊件外观检验合格后,由检测人员根据焊接工艺设计方案相关要求进行焊件的无损检测,并编制无损检测报告。无损检测合格,进入下一道工序,若无损检测不合格,则返回分析原因并重新焊接。
07 试件加工
无损检测合格后,根据焊接工艺评定相关标准进行试样尺寸画线,同时编制试样制备原始记录,进行试件的加工。
08 焊接接头性能检验
根据焊接工艺评定相关标准以及设计文件规定的试验项目,由检测人员对焊缝的力学性能、金相组织、硬度、化学成分等进行检测,并编制相关的检测报告。
09 编制焊接工艺评定报告
所有检验、试验完成后,根据焊接原始记录和检验、试验结果,由工艺负责人进行焊接工艺评定报告的编制,如果所要求的各项性能均符合要求,则该项工艺评定合格,如有一项内容,或一个试样不合格,则判定评定为不合格。由工艺负责人分析原因并修订或重新拟定工艺,重新进行该项目的焊接工艺评定。
启威测实验室焊接接头和焊接试样的测试能力
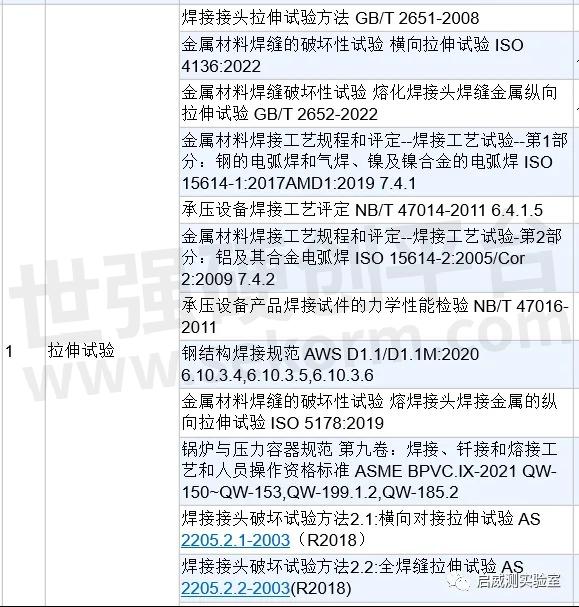
图1 焊接接头和焊接试样拉伸试验常规标准
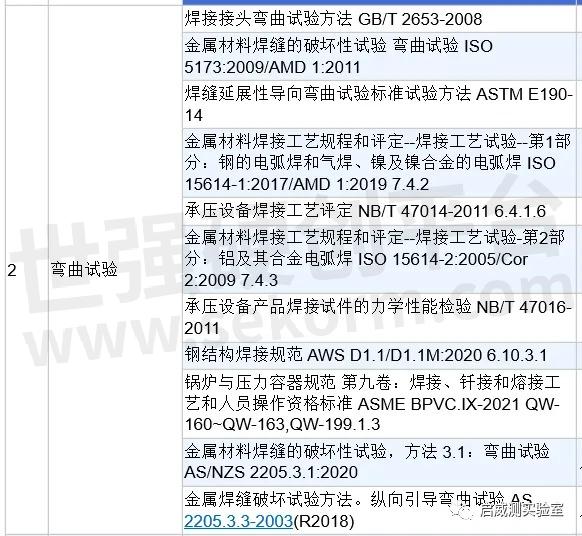
图2 焊接接头和焊接试样弯曲试验常规标准
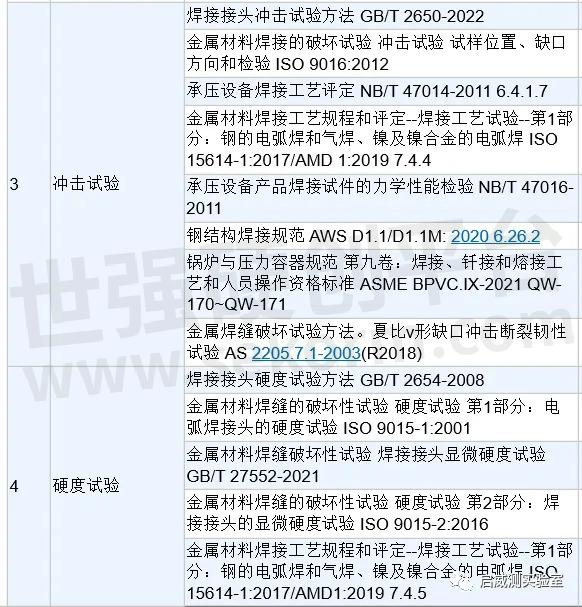
图3 焊接接头和焊接试样冲击和硬度试验常规标准
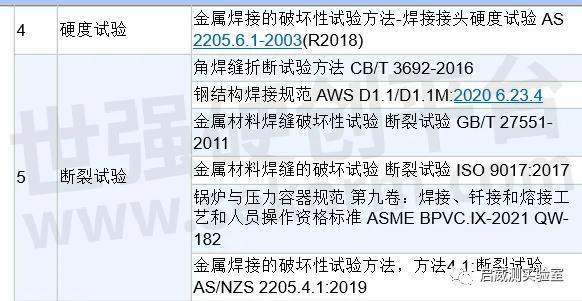
图4 焊接接头和焊接试样断裂试验常规标准

图5 焊接接头和焊接试样宏观检测常规标准
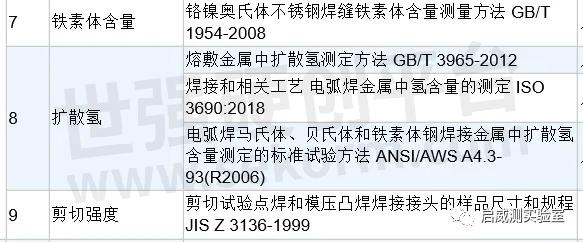
图6 焊接接头和焊接试样扩散氢检测常规标准
焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证。由此可见,焊接工艺评定的重要性!
- |
- +1 赞 0
- 收藏
- 评论 0
本文由d7转载自启威测实验室公众号,原文标题为:焊接接头和焊接试样力学性能试验五:扩散氢试验,本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关推荐

焊接接头和焊接试样力学性能试验一:拉伸试验
焊接工艺为保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。本文重点介绍焊接接头和焊接试样力学性能试验一:拉伸试验。

焊接接头和焊接试样力学性能试验三:冲击试验
焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证。由此可见,焊接工艺评定的重要性!

【技术】解析焊接散热器的分类及铜焊接散热器的优点
焊接是热管散热器或散热器组件的一个重要工艺,它的特点如功率大、冷却功能可靠和使用寿命长,这些优点使焊接散热器得到了广泛的应用,并作为通信设备和较大工业机器的重要冷却装置。本文源阳热能将为您介绍铜焊接散热器的优点以及根据材质的不同,焊接散热器的分类。

什么是汽车以太网100M BASE-T1?启威测实测案例带你了解100M BASE-T1信号测试!
100M BASE-T1的开发是为了满足汽车系统的需求,尽管以太网是商业和工业应用中长期流行的通信协议,但直到100BASE-T1的出现,它才被广泛应用于汽车工业。

启威测实验室提供材料的物理性能检测服务,塑料的物理性能测试项目标准及送样要求一网打尽
启威测实验室提供塑料材料的物理性能和热学性能测试服务,涵盖聚乙烯、聚丙烯、聚对苯二甲酸乙二醇酯、聚氯乙烯、聚苯乙烯、聚碳酸酯和ABS等材料。服务包括硬度、拉伸强度、冲击强度等多种测试项目,满足不同塑料材料的检测需求。

焊接接头和焊接试样力学性能试验四:硬度试验
硬度试验是一种常用的力学性能试验方法,用于评估材料表面抵抗变形或磨损的能力。对于焊接接头和焊接试样,通过硬度试验可以评估焊缝及热影响区的硬度分布,从而判断焊接质量和材料的耐磨性能。

什么是SDIO?启威测实验室SDIO信号测试
SDIO作为一种普遍应用于各种便携式设备的接口标准,SDIO不仅仅局限于数据存储,它还可以扩展设备的功能。启威测实验室是一家专业的电子产品和通信设备测试实验室,拥有先进的测试设备和丰富的行业经验。深入理解SDIO技术的标准和要求,并且提供一系列针对SDIO接口的信号质量测试服务。

启威测带您了解DisplayPort AUX的秘密及其测试服务
在这个视觉体验日益重要的时代,DisplayPort技术作为连接高清显示器和计算机的重要桥梁,已成为众多高性能系统的首选。然而,许多人可能不知道,DisplayPort技术中一个关键但经常被忽视的组成部分——DisplayPort AUX通道(辅助通道)。

结合启威测实验室测试案例,一起了解高频参数相关知识
随着电子设备的功能越来越强大,对PCB板卡高频性能的要求也随之提高。高频参数测试在PCB设计和制造中扮演着至关重要的角色,确保设备在高频信号传输中的可靠性和性能。本文结合启威测实验室测试案例,让我们一起了解高频参数相关知识。

焊接接头和焊接试样力学性能试验二:弯曲试验
弯曲试验是用来评估焊接接头及热影响区的韧性和延展性的试验方法。通过弯曲试验,可以检验焊缝的可接受性和焊接工艺的适用性。


深入解析欧盟RoHS豁免条款,启威测助你轻松应对挑战!
在全球市场竞争中,了解和遵守RoHS指令及其豁免条款,对于企业来说不仅是法律责任,更是赢得消费者信任和市场份额的关键。

固态硬盘SSD的M.2、U.2、SATA和PCIe接口类型解析及启威测实验室提供完整SSD检测服务
启威测实验室提供全方位的SSD检测服务,涵盖信号完整性、可靠性及失效分析、性能测试、耐久性评估验证等多个方面。技术专长:凭借先进的测试技术和丰富的行业经验,启威测实验室能准确分析SSD在不同接口类型下的信号一致性,帮助您做出最佳选择。

启威测与世强硬创达成合作,提供信号完整性及失效分析等测试服务
合作双方共同为用户提供开封测试、超声波扫描、接口类信号量测、传输类信号量测、Memory信号量测、低速总线信号量测等服务。

未来已来:探索PCIe最新标准与趋势,启威测助您领航创新之旅!
PCI Express (PCIe) 作为连接现代电脑、服务器和存储设备的主要技术之一,其发展趋势和最新标准无疑指引着行业的未来方向。随着数据流量的爆炸性增长,从AI到5G,从数据中心到个人电脑,对高速、可靠连接的需求愈发迫切。

服务
深圳市启威测实验室,面向所有企业提供信号完整性测试服务,主要包括USB、HDMI 、DP、MIPI、PCIe 、SD/EMMC、DDR接口信号测试。测试手段有波形测试、眼图测试、抖动测试等。
提交需求>
昆山清安实验室拥有150L/1000L-定容气体试验舱,提供热失控产气特征测试,包括电池氛围加热测试、电池加热板加热测试、锂电池定容气体试验舱气体分析测试、电池过充测试、电池加热板加热测试等。
提交需求>
授权代理品牌:集成电路
























































授权代理品牌:分立元件






































授权代理品牌:接插件及结构件













授权代理品牌:部件、组件及配件




























授权代理品牌:电源及模块





授权代理品牌:电子材料














授权代理品牌:仪器仪表及测试配组件




授权代理品牌:电工工具及材料






授权代理品牌:机械电子元件








授权代理品牌:加工与定制












登录 | 立即注册
提交评论