搅拌摩擦焊工艺原理


摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。摩擦焊方法在制造业中已有应用40余年,由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。最近还出现了摩擦堆焊,在工件上形成特殊性能的表面层。普通摩擦焊在停车顶锻后,两焊件焊接相位是不能控制的。相位摩擦焊可实现有相位要求工件的摩擦焊接,扩大了摩擦焊的应用领域。目前生产中对诸如六方形断面的零件、八方钢、汽车操作杆、花键轴、拨叉、两端带法兰的轴等均要求采用相位摩擦焊。在电控和机械技术高度发展的前提下,为大吨位相位摩擦焊机的研制提供了保障。
发展历史
搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。该技术是英国焊接研究所(The Welding Institute,简称 TWI)于1991年发明的,并于次年在英国申请了发明专利,同时陆续在世界各国申请了专利保护。得到专利保护并公开以来, 搅拌摩擦焊技术首先并主要在铝合金、镁合金等轻金属结构领域得到越来越广泛的应用,同时在高熔点材料领域也获得了一定发展。
挪威已建立了世界上首个搅拌摩擦焊商业设备,可焊接厚3-15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。
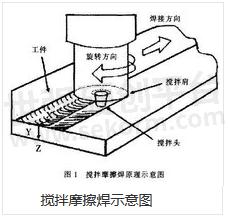
搅拌摩擦焊原理:
在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。
关于在搅拌摩擦过程中界面原子的运动仍处于研究阶段。
特点:
焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。最消耗的是焊接搅拌头。
同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加了结构的制造成本。
搅拌摩擦焊主要是用在熔化温度较低的有色金属,如Al、cu等合金。这和搅拌头的材料选择及搅拌头的工作寿命有关。当然,这也和有色金属熔化焊接相对困难有关,迫使人们在有色金属焊接时寻找非熔化的焊接方法。对于延性好、容易发生塑性变形的黑色材料,经辅助加热或利用其超塑性,也有可能实现搅拌摩擦焊,但这就要看熔化焊和搅拌摩擦焊哪个技术经济指标更合理来决定。
搅拌摩擦焊在有色金属的连接中已获得成功的应用,但由于焊接方法特点的限制,至于结构简单的构件,如平直的结构或圆筒形结构的焊接,而且在焊接过程中工件要有良好的支撑或村垫。原则上,搅拌摩擦焊可进行多种位置焊接,如平焊,立焊,仰焊和俯焊;可完成多种形式的焊接接头,如对接、角接和搭接接头,甚至厚度变化的结构和多层材料的连接,也可进行异种金属材料的焊接。
另外,搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理准备要求,焊接过程中的摩擦和搅拌可以去除焊件表面的氧化膜,焊接过程中也无烟尘和飞溅.同时噪声低。由于搅拌摩擦焊仅仅是靠焊头旋转并移动,逐步实现整条焊缝的焊接,所以比熔化焊甚至常规摩擦焊更节省能源。
由于搅拌摩擦焊过程中热输入相对于熔焊过程较小,接头部位不存在金属的熔化,是一种固态焊接过程,在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。其主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、无辐射等。
搅拌摩擦焊也存在一定的缺点:
(1)焊接工件必须刚性固定,反面应有底板;
(2)焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补;
(3)工具设计、过程参数和机械性能数据只在有限的合金范围内可得;
(4)在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;
(5)对板材进行单道连接时,焊速不是很高;
(6)搅拌头的磨损消耗太快等。
发展现状
搅拌摩擦焊(FrictionStir
Welding简称FSW)是英国焊接研究所(TWI)于1991年10月提出的发明专利。搅拌摩擦焊工艺最初主要用于解决铝合金等低熔点材料的焊接,关于搅拌摩擦焊工艺的特点和应用等,TWI进行了较多的研究,并于1993年、1995年分别申请了专利。TWI主要是与航空航天、海洋、道路交通、铝材厂、焊接设备制造厂等大公司联合,以团体赞助或合作的形式开发这种技术,扩大其应用范围。美国的爱迪生焊接研究所(Edisonwelding
Institute,简称EWI)与TWI密切协作,也在进行FSW工艺的研究。美田的美国洛克希德·马丁航空航天公司、马歇尔航天飞行中心、美国海军研究所、Dartmouth大学、德克萨斯大学、阿肯色斯大学、南卡罗利纳大学、德国的Stuttgart大学、澳大利亚的Adelaide大学、澳大利亚焊接研究所等都从不同角度对搅拌摩擦焊进行了专门研究。
搅拌摩擦焊工艺是自激光焊接问世以来最引人注目的焊接方法。它的出现将使铝合金等有色金属的连接技术发生重大变革。用搅拌摩擦焊方法焊接铝合金取得了很好的效果。现如今在英、美等国正进行锌、铜、钛、低碳钢、复合材料等的搅拌摩擦焊接。搅拌摩擦焊在航空航天工业领域有着良好的应用前景。
(1)搅拌头
搅拌头的成功设计是把搅拌摩擦焊应用在更大范围的材料和焊接更宽的厚度范围的关键。下面主要讨论一下搅拌头的发展现状.一般说来,搅拌头包括两部分:搅拌探头和轴肩,而搅拌头的材料通常都采用硬度远远高于被焊材料的材料制成,这样能够在焊接过程中将搅拌头的磨损减至最小。在初期,搅拌头形状的合理设计是获得良好机械性能焊缝的关键。关于搅拌头的发展主要集中在两个方面:一个是带螺纹的搅拌头,一个是带三个沟槽的搅拌头。本质上,这两种搅拌探头都设计成锥体,大大减少了相同半径圆柱体搅拌探头的材料卷出量,一般说来,带三沟槽的搅拌探头减小了70%,而带螺纹的搅拌探头减小了60%。如果使用一个确定的较小直径的搅拌探头,锥形搅拌探头比圆柱形搅拌探头更容易进入焊件而通过塑性材料,并且减小了搅拌头的应力集中和断裂可能性。
(2)研究现状
搅拌摩擦焊在铝合金上的应用越来越广泛,研究也越来越深入。不仅涉及到各种同种材料的焊接,还研究了大范围的异种铝合金的焊接.铝合金的焊接厚度范围从lmm到75mm。对铝合金焊接接头的腐蚀性能、力学性能、组织结构都进行了大量的研究。搅拌摩擦焊广泛应用于6061Al/2024Al、2024Al/Ag、2024Al/Cu、6061AI/cu,甚至还适用于6061AI+20%Al2O3/铸铝合金A339+10%SiC等合金。
2002年,在中国航空工业集团-北京航空制造工程研究所与英国焊接研究所共同签署关于搅拌摩擦焊专利技术许可、技术研发及市场开拓等领域的合作协议的基础上,第一家专业化的搅拌摩擦焊技术授权公司--中国搅拌摩擦焊中心即北京赛福斯特技术有限公司成立,标志着搅拌摩擦焊技术在中国市场的研发及工程应用工作的正式开启。
搅拌摩擦焊作为一种多学科交汇的新方法,可以发展出纵缝焊接、环缝焊接、无匙孔焊接、变截面焊接、自支撑双面焊接、空间3D曲线焊接、搅拌摩擦点焊、回填式点焊、搅拌摩擦焊表面改性处理、搅拌摩擦焊超塑性材料加工等多种连接加工方法和技术。
历经近十年的快速发展,赛福斯特公司已成功开发了60余套搅拌摩擦焊设备,将搅拌摩擦焊技术应用于我国航空、航天、船舶、列车、汽车、电子、电力等工业领域中,创造了可观的社会经济效益,为铝、镁、铜、钛、钢等金属材料提供了更好的技术解决方法,为国内外用户提供了不同类型、不同用途的搅拌摩擦焊工业产品加工,包括:航天筒体结构件、航空薄壁结构件、船舶宽幅带筋板、高速列车车体结构、大厚度雷达面板、汽车轮毂、集装箱型材壁板、各种结构水冷板,散热器及热沉器等。
大图热控致力于为客户提供量身定制的高性能液冷散热解决方案,一站式水冷板产品,各种加工工艺,搅拌摩擦焊,真空钎焊等。服务帮助客户应对各种复杂的散热挑战。
- |
- +1 赞 0
- 收藏
- 评论 0
本文由walkonair转载自大图热控官网,原文标题为:搅拌摩擦焊工艺原理,本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关推荐

解析真空钎焊水冷板工艺及原理
本文中大图热控将为大家解析真空钎焊水冷板工艺及原理。

真空钎焊水冷散热器工作原理及加工过程
本文介绍了真空钎焊水冷散热器工作原理及加工过程,主要包括加工程序,空钎焊炉的保养,制定散热器产品焊片,盖板,主体,标准化三部分。

介绍NTP服务器在航天航空领域的应用
航空航天领域,时间同步是实现精准操作和控制的关键。NTP(网络时间协议)服务器作为一种高精度的时间同步设备,为宇航器、地面站及其他设备提供了可靠的时间同步服务,确保了各种操作和控制的精度与一致性。本文中赛思来为大家介绍NTP服务器在航天航空领域的应用,希望对各位工程师朋友有所帮助。

大图热控授权世强硬创代理,液冷板产品可解决超高热流密度散热难题
大图热控的血液循环仿生结构高性能水冷板,为50平方厘米热源实现了370W/CM²的热流密度高效换热。


大图热控一站式水冷板产品服务帮助客户应对高功率半导体激光的散热难题
在研究的时候发现半导体激光器在使用的时候会有一半的电能转换成热能, 如果半导体激光器本身散热不好就会直接影响半导体激光器的寿命和使用情况,所以散热问题是现在研究人员迫切需解决的问题之一。通过分析半导体激光的传热过程,总结了高功率半导体激光的散热方法,大图热控致力于为客户提供量身定制的高性能液冷散热解决方案,一站式水冷板产品服务帮助客户应对各种复杂的散热挑战。

宝德先进热管理和工程材料技术在商业航空航天方面的应用,有效提升航空安全性
本文主要介绍了宝德有关于其产品在商业航空航天方面的应用优势,并介绍了应用方案具体应用场景

国内钎焊材料行业领军企业,“工业万能胶” —— 华光新材(HUAGUANG)
华光新材(HUAGUANG)创立于1995年,是一家专注于智能、高效、绿色的焊接解决方案的国家高新技术企业。公司一直致力于钎焊技术研发与高品质钎焊材料制造,是国内钎料行业的领先企业之一,也是中国焊接协会钎焊材料、设备及工艺分会副会长单位,承担多项国家和省级重大科技项目。

华光新材推出杂质总量最小≤0.03的高铜钎料,适用于机械和汽车配件等领域
本文对华光新材主要产品是高铜钎料的详细介绍,高铜钎料通常在还原性气氛、惰性气氛或真空中进行钎焊,可钎焊低碳钢、低碳合金钢、钨、钼、铁、及镍合金等。其应用范围广,拥有良好的流动性、润湿性及填缝能力,得到的钎焊接头具有优良的导电性、导热性以及可塑性。

华光新材(HUA GUANG)SAC锡膏产品选型指南
目录- 公司简介 焊条焊丝系列产品 Tin Mate 系列焊锡膏 银浆产品介绍
型号- HG105,HG104,HG103,TIN MATE-X200D,TIN MATE-X100HF,HG102,SN45PBA,HG101,SN42BI58,HGW AG45,TIN MATE-C17,SN55PBA,SNIOPBA,SN96.5-AG3.0-CU0.5,HG109,HGW AG40,HG108,HG107,HG106,SN60PBA,SN35PBA,AF-501,AF-502,SN99.0AG0.3CU0.7,AF101,SN60-AG2,HG116,HGW AG0,SN63-AG3,HG115,SN96.5AG3.0CU0.5,HG114,S-SN60PB,HG3278,HGW TIN97,HG113,SN5-AG2,SN50PBCD18,HG112,HG6100,HG111,HGW AG5,SN50PBA,HGW AG2,HGW TIN93,HG-RC,SAC305-T4,HG-RB,SAC0307,SAC305-T5,HGW AG56,HG-RA,HGW 50/50,TIN MATE-X100A,S-SN63PBA,SN98.5AG1.0CU0.5,HG3278 系列,HGW AI 98/2,HGW AG50,HGW AG15,HG1100 系列,SN30PBA,SN25PBASBA,HG1100,HG3085,SN20PBA,HG5100,HG7001,HG5065,HG6270 系列,HG6270,TIN MATE-X101T,HG3085 系列,SN50-15BI5PB,SAC0307-T4,SAC0307-T5,HGW TIN99.7,WS101,HGW AI 78/22,WS104,WS107,HGW AG30,HGW AG72,SAC105,SAC105-T4,SAC105-T5,HGW AI 4047,SN18PBASBA,SAC305,SN40PBASBA,SN63PBA,HGW AG0SN,SN5PBA,SN10-AG2


【产品】CISSOID推出新型液冷或风冷功率模块,可满足航空航天及工业应用对自然对流或强制风冷需求
CISSOID 最近发布了专为降低开关损耗或提高功率密度而设计的新型液冷或风冷功率模块,扩展了其三相碳化硅 (SiC) MOSFET 智能功率模块 (IPM) 产品系列。基于用于液冷的轻型针翅基板,或者是基于平坦基板,可以满足航空航天领域及专用工业应用中对自然对流或强制风冷的需求。

特瑞堡收购航空航天零部件制造商,提高航空航天密封件生产能力,为航空航天和工业应用提供密封解决方案
特瑞堡集团旗下特瑞堡密封系统业务领域与私营企业4M Company, Inc签订了收购其业务部的合同,专注于为航空航天和工业应用提供密封解决方案;本次收购将有助于提高特瑞堡生产用于各种航空航天部件的弹性体的能力,并有助于扩充其产品范围。

【材料】大图热控站上液冷之巅——热流密度高达210W/cm²的液冷板新品,打开全球散热领域天花板
为了满足高功率芯片的散热需求,大图热控采用创造性、颠覆性的技术,研发出热流密度高达210W/cm²的液冷板新品,打开了全球散热领域的天花板。目前,业界传统液冷板的热流密度大部分小于100W/cm²,很难满足高算力芯片的散热需求。大图热控凭借创新的设计和精密的制造工艺,开发出千瓦级新品,已通过多家头部客户性能验证,下半年将进行批量交付。

射频线路板在航空航天领域的特殊要求
射频线路板在航空航天领域的应用面临着一系列特殊要求,这些要求确保了设备在极端环境下的可靠性、稳定性和性能。本文鑫成尔电子来对这些特殊要求进行详细说明。

服务
可定制UV胶的粘度范围:150~25000cps,粘接材料:金属,塑料PCB,玻璃,陶瓷等;固化方式:UV固化;双固化,产品通过ISO9001:2008及ISO14000等认证。
最小起订量: 1支 提交需求>
可定制风扇尺寸覆盖18x18x04mm~165x165x25mm,随散热器大小而定制;风扇转速范围:1000 RPM~16500 RPM。支持DC风扇,直流风扇轴流风机,鼓风机以及电脑笔记本风扇等产品定制。
最小起订量: 500pcs 提交需求>
授权代理品牌:集成电路
























































授权代理品牌:分立元件






































授权代理品牌:接插件及结构件













授权代理品牌:部件、组件及配件




























授权代理品牌:电源及模块





授权代理品牌:电子材料














授权代理品牌:仪器仪表及测试配组件




授权代理品牌:电工工具及材料






授权代理品牌:机械电子元件








授权代理品牌:加工与定制












登录 | 立即注册
提交评论