上海贝岭650V/80A IGBT助力高效率逆变焊机设计,开关速度快、关断损耗小、导通电压低


一、引言
逆变焊机作为一种先进的焊接设备,在现代工业中占据了重要的地位。与传统的变压器式焊接设备相比,具有诸多优点,如:
高效节能
由于逆变焊机的工作频率很高(通常在20kHz~100kHz),因此它能更有效地利用电能,减少能量损失。
轻便便携
相比传统焊机,逆变焊机体积小、重量轻,易于携带。
焊接性能好
逆变焊机能提供更稳定的电弧,减少飞溅,提高焊接质量。
可调节性强
用户可以根据不同的焊接材料和厚度来调整焊接参数,灵活性更高。
如图1所示,逆变焊机工作原理是先将电网提供的工频交流电转变为直流电,然后通过电子开关(IGBT/MOSFET)将直流电逆变成高频交流电,最后通过整流得到适合焊接工艺要求的电流和电压。
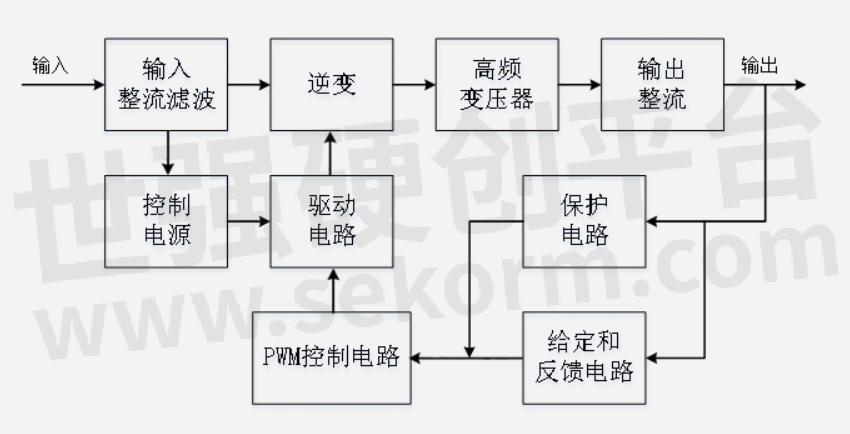
图1 逆变焊机工作方框图
二、逆变焊机拓扑介绍
逆变焊机主电路拓扑已经较为成熟,主要的拓扑有双管正激式、推挽式、半桥式、全桥式等。
图2.1为半桥式拓扑结构。该拓扑由两个功率管组成桥式电路,其对称交替导通有利于变压器完全复位,磁芯利用率高,输出响应快,且半桥分压电容器的存在能够较好抗磁偏。该拓扑广泛应用于中小功率逆变焊机。但在相同功率下,半桥式功率管要承受更大的电流。
图2.2为全桥式拓扑结构。该拓扑由四个功率管组成桥式电路,主要应用于大电流、大功率场合,变压器磁芯利用率高,成本也相应较高。
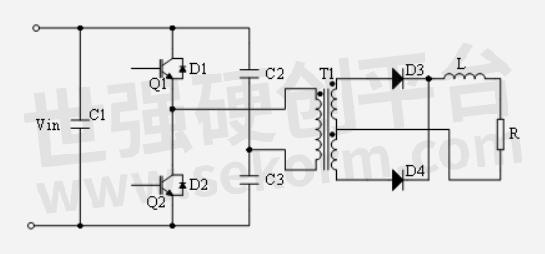
图2.1 半桥逆变主电路
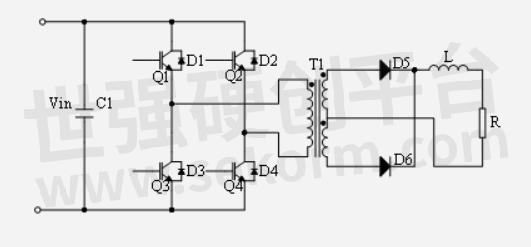
图2.2 全桥逆变主电路
三、逆变焊机IGBT损耗分析
目前市面上大部分逆变焊机采用的为硬开关电路,电路拓扑如图2.1和2.2,通过测试分析,该应用场景IGBT器件的损耗主要来源于以下四个部分,如图3.1所示:
1、IGBT器件内部合封二极管续流和反向恢复过程损耗Ediode
2、IGBT开启损耗Eon
3、IGBT通态损耗Econ
4、IGBT关断损耗Eoff
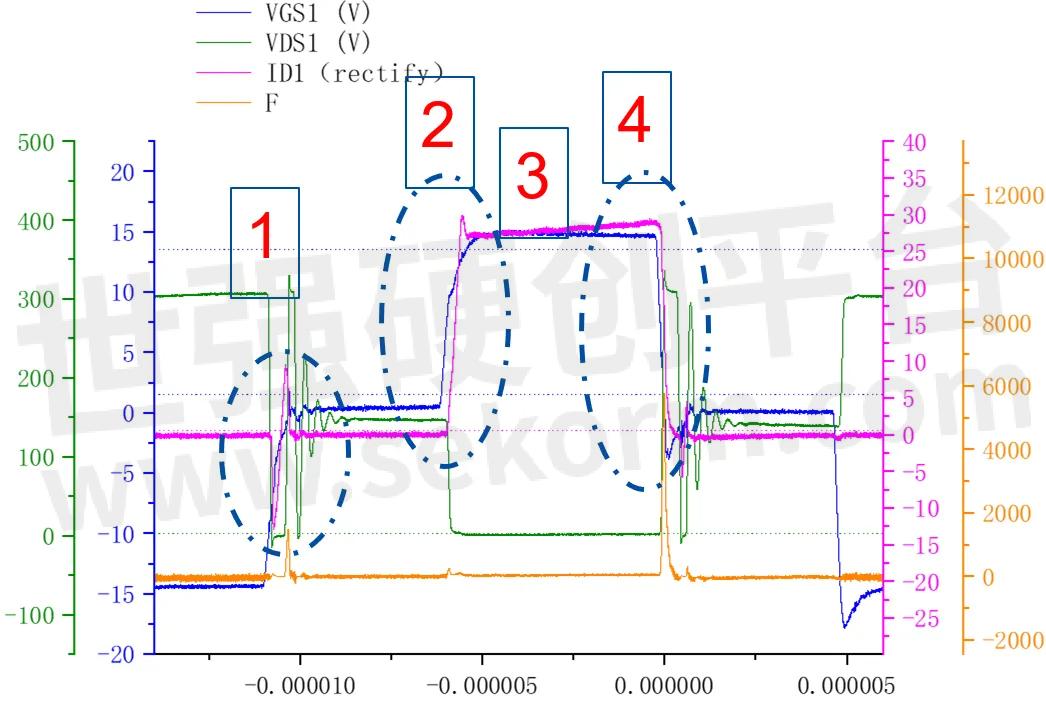
图3.1 逆变焊机IGBT开关波形
如图3.2所示,逆变焊机硬开关应用中,关断损耗Eoff占比最大,其次为导通损耗Econ。
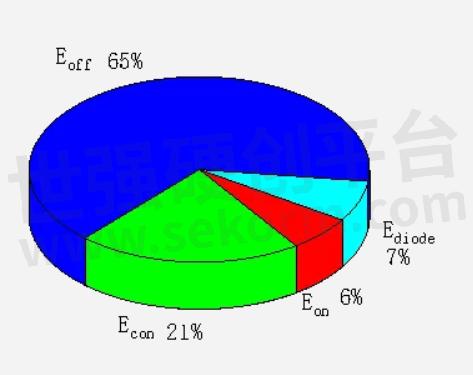
图3.2 IGBT损耗占比
四、上海贝岭650V/80A IGBT产品优势
为适应逆变焊机客户大电流IGBT单管需求,上海贝岭研发推出650V/80A IGBT单管BLG80T65FDK7,助力高效率逆变焊机设计。该器件具有开关速度快、关断损耗小、导通电压低等特点,可满足客户高效率设计要求。
4.1器件技术
上海贝岭650V/80A IGBT产品BLG80T65FDK7采用了第七代微沟槽多层场截止IGBT技术,进行了特殊工艺控制,优化了VCE(sat)和Eoff参数,提升了产品的可靠性。
4.2饱和压降VCE(sat)
逆变焊机中IGBT的导通损耗占总损耗比例较大,影响导通损耗的主要参数为VCE(sat),常温下贝岭BLG80T65FDK7导通压降比竞品低12%,导通损耗比竞品更低。
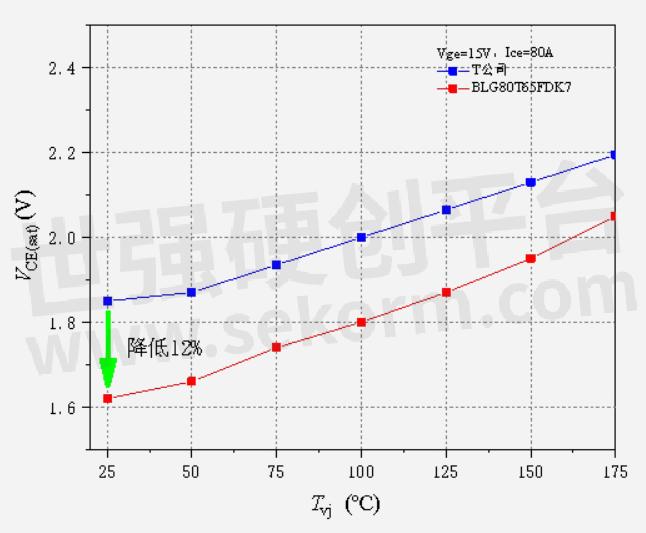
图4.1 不同温度下饱和压降对比
4.3关断损耗Eoff
BLG80T65FDK7具有较小的寄生电容,这保证了器件有更高的开关速度,开关频率高达50kHz以上,如图4.2所示,通过测试IGBT的损耗,BLG80T65FDK7关断损耗比竞品低5%。
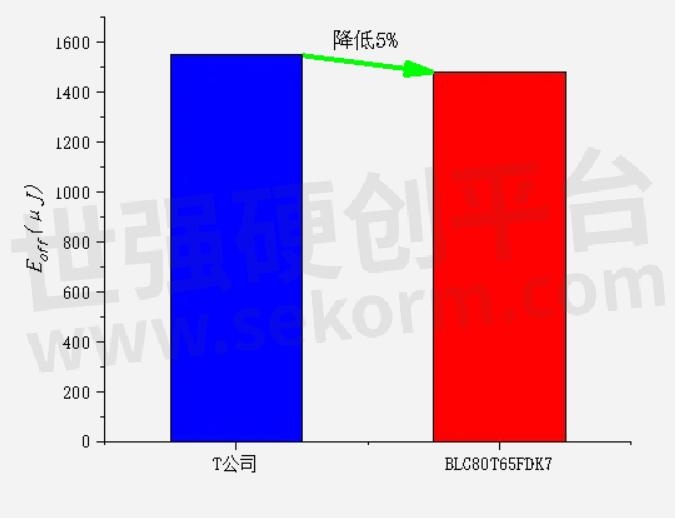
图4.2 IGBT关断损耗对比
4.4系统优势
IGBT开关频率的提高还可以显著提升逆变焊机对电流的控制精度,同时器件损耗的减小,可在大功率输出工况下提升焊机的工作效率,显著降低正常工作时IGBT器件的温升。上海贝岭BLG80T65FDK7基于优异的器件设计,为逆变焊机系统顺利通过温升、输出短路等测试提供了保障。如图4.3,常温自然散热情况下,贝岭BLG80T65FDK7和竞品壳温基本一致,满足客户的需求。

图4.3 IGBT壳温对比
五、上海贝岭功率器件选型方案
上海贝岭功率器件产品线齐全,包含MOSFET、IGBT等系列产品,为逆变焊机主逆变和辅助电源设计提供助力,具体型号参考表1:

表1 功率器件选型表
- |
- +1 赞 0
- 收藏
- 评论 0
本文由ll转载自上海贝岭公众号,原文标题为:上海贝岭650V/80A IGBT助力高效率逆变焊机设计,本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关研发服务和供应服务
相关推荐

IGBT应用在那些地方呢 ?
IGBT应用范围按照领域的不同主要可以分为三大类:消费类,工业类,汽车类。IGBT单管主要应用于小功率家用电器、分布式光伏逆变器;IGBT模块主要应用于大功率工业变频器、电焊机、新能源汽车(电机控制器、车载空调、充电桩)等领域;而IPM模块应用于变频空调、变频冰箱等白色家电产品。

【应用】上海贝岭BLG15T65FUL IGBT用于逆变电源,耐压高达650V,运行稳定
逆变电源,需要稳定可靠的IGBT来实现。这里推荐上海贝岭BLG15T65FUL IGBT,特点:650V高耐压,保证运行稳定。Ic:15A,可以适用更大功率输出场景。TO-220F-3封装,标准尺寸,方便设计及排版。

华润微BT30T60AKFK等IGBT用于逆变焊机,能大幅提升焊机开关频率,减小焊机尺寸
CRMICRO综合考虑高频焊机的发展趋势,在上一代技术的基础上,优化了应用于焊机领域的IGBT产品,大幅降低了IGBT器件的开关损耗,提升了器件开关速度,客户使用华润微电子的IGBT,在输出同等功率条件下,能大幅提升焊机开关频率,减小焊机尺寸,降低生产成本,提升焊机整体的性价比。


在设计一款逆变焊机,其中IGBT驱动电路采用的脉冲变压器进行驱动,在测试过程中,发现IGBT门极驱动存在电压尖峰,希望帮忙分析一下?
在IGBT驱动电路采用脉冲变压器驱动,其电压上升沿受漏感的影响会产生尖峰值,由于IGBT的门极电压允许的范围通常是±20V,如果尖峰电压超过此范围,容易导致 IGBT门极击穿而损坏,建议在门极和集电极增加双向TVS管进行钳位,推荐使用littelfuse的SMBJ16CA,其稳态工作电压16V,开始击穿电压为 17.8V,有效保护IGBT门极电压。
逆变焊机IGBT运行过程中,偶尔会出现GE极间击穿或CE极间击穿,出现这两种击穿的原因主要是什么?
IGBT在运行过程中出现击穿损坏的原因一般分为两种:过压和过流。GE极间击穿通常是驱动电压过高或是驱动管脚受到静电干扰所致;CE极间击穿通常是由于母线电压过高导致IGBT出现雪崩击穿或是流过的电流过大。
在设计一款20kW逆变焊机,采用三电平拓扑,选用三电平模块10-FY07NPA150SM02-L365F08,模块内部设计为两路IGBT并联,请问如何设计驱动电路保证IGBT达到更好的均流?
vincotech的10-FY07NPA150SM02-L365F08三电平模块内部为两路IGBT并联,在模块生产时会采用同一批次的IGBT晶圆尽可能保证其性能的一 致,设计时建议采用同一个驱动芯片,保证驱动信号的一致性,同时在两路并联的IGBT的门极分别串联一个驱动电阻,达到最优的驱动效果。

电子商城


现货市场

服务
定制液冷板尺寸5mm*5mm~3m*1.8m,厚度2mm-100mm,单相液冷板散热能力最高300W/cm²。
最小起订量: 1片 提交需求>
授权代理品牌:集成电路
























































授权代理品牌:分立元件






































授权代理品牌:接插件及结构件













授权代理品牌:部件、组件及配件




























授权代理品牌:电源及模块





授权代理品牌:电子材料














授权代理品牌:仪器仪表及测试配组件




授权代理品牌:电工工具及材料






授权代理品牌:机械电子元件








授权代理品牌:加工与定制












登录 | 立即注册
提交评论