真空钎焊水冷散热器工作原理及加工过程


一、真空钎焊水冷散热器加工程序
1.焊前准备
1.1原材料检验
a.核对物料为工艺要求物料规格尺寸。
b.材料表面无明显的磕碰划伤等缺陷。
c.铝板表面翘曲变形量符合工艺要求。
d.焊片表面无明显挂手感的划痕、无磕碰,无油污、无氧化层。
e.焊片用多少清洗多少,不可一次清洗大量焊片而长时间放置不用。
f.焊片所含钎料描述;
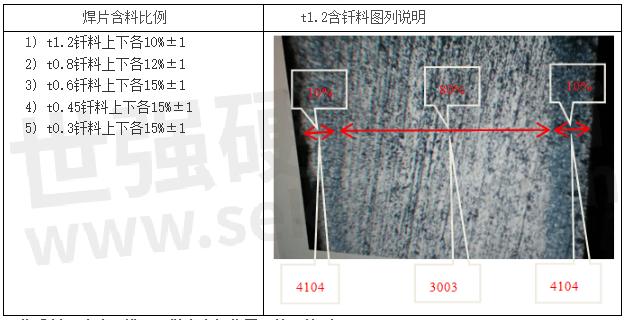
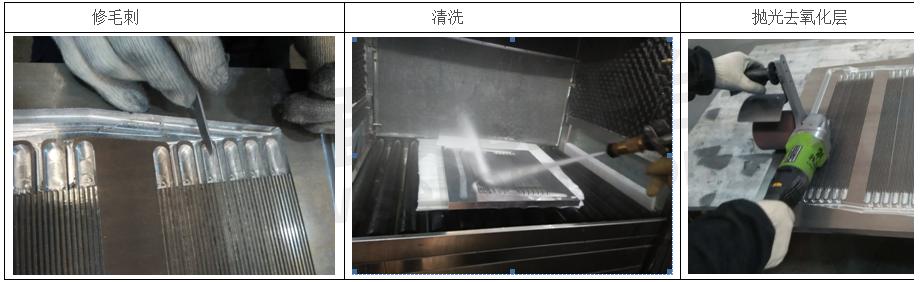
2 修毛刺、清洗、烘干、抛光去氧化层、外观检测
2.1产品去除毛刺:
a.使用刀片清理干净流道边缘、拐角及表面毛刺,要求各处圆滑无毛刺。
2.2清洗
a.清洗根据《散热器清洗操作规程》 V-HSZ-27 文件执行操作。
2.3烘干
a.烘干根据《散热器烘箱操作规程》 V-HSZ-29 文件执行操作。
2.4抛光去氧化层
a.抛光根据《散热器抛光操作规程》 V-HSZ-30 文件执行操作。
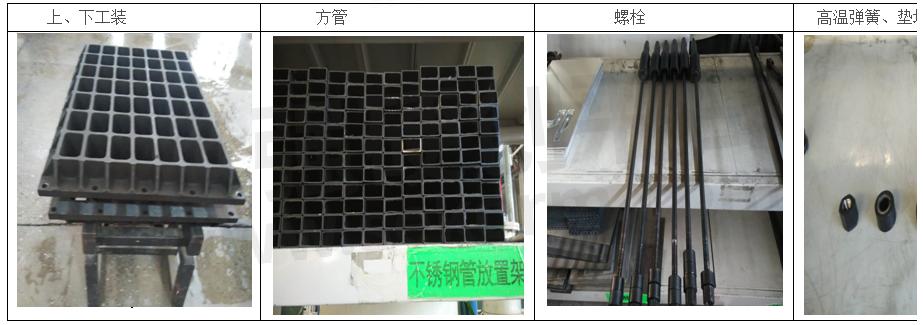
2.5焊接工装的准备工作
a.检查工装(上、下压板、不锈钢管、锁紧件、高温弹簧等)是否有油污,水渍、灰尘等其他杂物。
b.检查工装是否有变形:上、下压板平面度≤0.2mm,不锈钢方管厚度误差≤0.15mm.
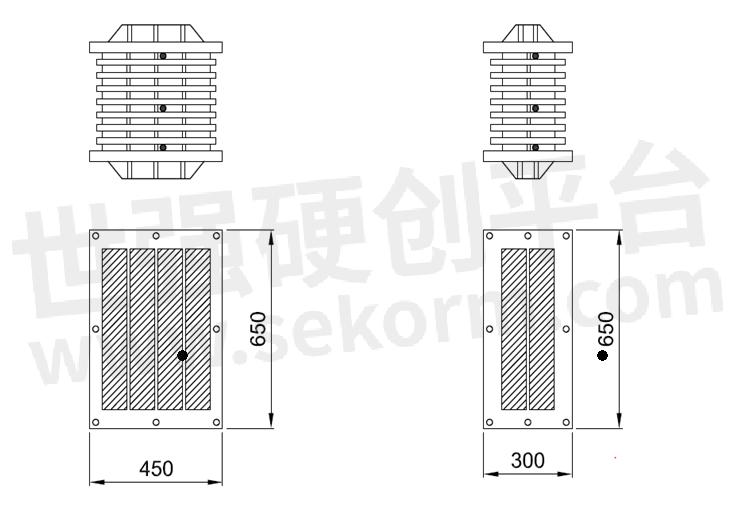
c.依据产品尺寸选择合适尺寸的钎焊工装,原则上工装尺寸稍大于产品尺寸;
d.不锈钢方管规格推荐使用2*25*50、2*20*40,同一批次焊接产品使用同一种规格钢管。
e.检查工装表面干净,无残留的钎焊料。
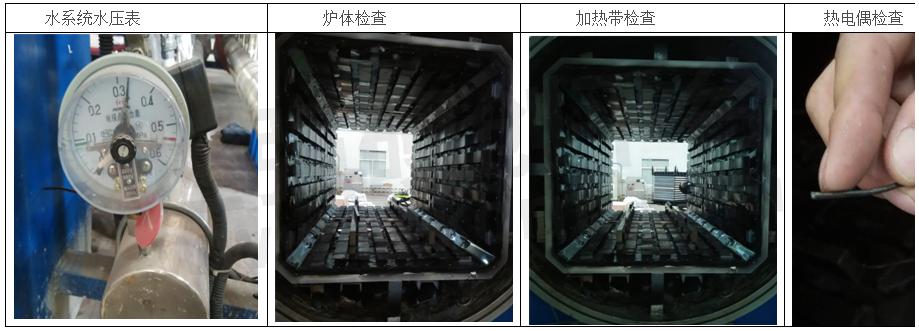
2.6真空钎焊炉焊前检查
a.检查各电连接头是否紧固;
b.检查冷却水系统水压是否稳定0.1Mpa~0.4Mpa;
c.检查炉体内部是否清洁、干燥;
d.检查加热带是否有搭接、断裂、等现象;
e.检查热电偶是否有断裂、裂纹,连接松动等现象;
3.焊接工艺
3.1焊接装配
a.焊片、水冷板主体、水冷板盖板的装配注意四周对齐。
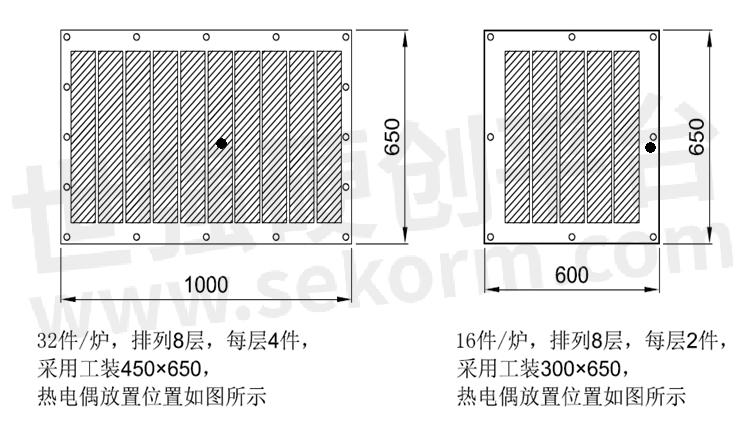
b.多层叠放产品时产品层间垫一排不锈钢方管,叠放总高度≤900mm(大炉)、≤550mm(小炉);
c.组装时发现铝板焊接面有局部表面轻微不合格,可用无尘布蘸酒精或用百洁布擦除,再用热吹风机吹干净产品,再判定是否合格,合格后放行。
d.检查产品叠放后,确保焊接面完全接触后,把上工装盖上;
e.用不锈钢螺栓与高温弹簧把上下工装固定,紧螺栓时依次对角紧,避免受力不均,保证弹簧高度相同,受力均匀,最终使用卷尺测量方法,从工装下压板上表面到上压板下表面测量锁紧后高度相同。(上工装下表面为:如图所示装配状态的下表面)
f. 检查装配不锈钢方管、焊接工件、工装有无松动。如有松动,需排除松动(如加厚不锈钢垫片、加紧固定螺栓等)直至无松动为止。
g.产品装配完成之后要立即放进真空炉内抽真空保存,切忌长时间放置在空气中。

3.2.设备操作工作流程
3.2.1开始工作前的注意事项
在操作该设备之前,确保水、电、气正常。送电后确保无故障报警,设好工艺参数后,方可操作设备。在自动过程中如遇到故障,故障恢复后要求手动执行未结束的动作
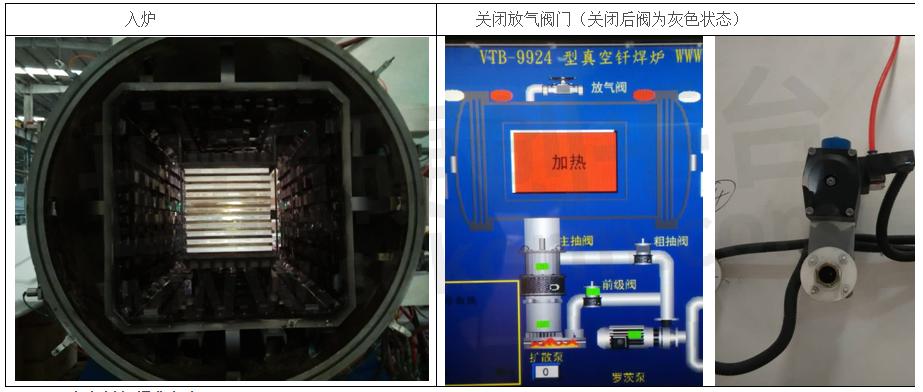
3.2.2入炉操作:
a.用电动叉车将装配件托起,直至下压板底部高出下加热带30mm左右,装配件保持在炉膛中间位置(目视),缓慢地将装配件推入炉膛。电动叉车工作期间周边1米内严禁其他人员活动。
b.对入炉件进行微调,使装配件居于炉膛的前后、左右中心位置。
3.2.3安置工件测温偶:
a.将热电偶分别放置到产品的上、中、下三个部位,从水嘴口插入至产品的中心。以7308G060产品为例,放置位置如图所示(●标识处):

b.避免对热电偶过度弯曲。
c.避免热电偶和真空炉内的加热带接触,以免引起短路。
d.热电偶需使用金属丝在炉内固定好,以免钎焊过程中移动,滑落。
e.热电偶接触工件较厚位置,切忌不要接触焊片或者流道侧壁,避免焊片熔化后流到测温偶上,冷却后导致测温偶断裂。
f.将炉门关闭,检查炉门与炉膛是否贴合好,拧好炉门扳手。
g.关闭放气阀门。
5.3.2.4真空钎焊操作规程
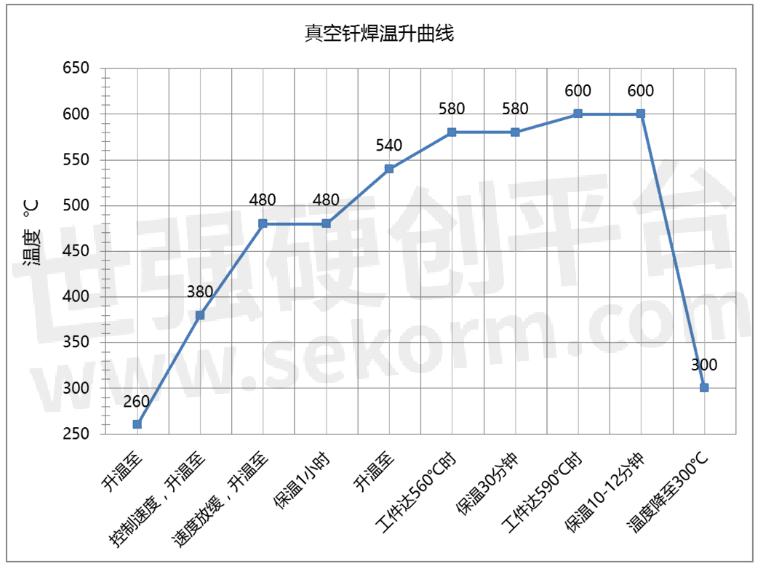
a.对产品进行抽真空,当真空度达到10-2Pa时开始升温。
b.升温到260℃时,真空度需达到5E-3Pa,并保证钎焊后续的整个加热过程中的真空度都小于5E-3Pa。
c.升温时控制升温速度,升温至380℃时,并适当保温,要求炉温高于工件温度不得超过100℃。
d.温差达到要求后升温速度放缓至480℃,保温一小时,保温至炉温与工件温度温差不超过20℃。
e.温差达到要求后升温速度放缓至540℃,保温至炉温与工件温度温差不超过10℃。
f.温差达到要求后升温速度放缓至580℃,保温至工件温度达到560℃,在此温度继续保温30分钟。
g.升温速度放缓,炉温到达600℃需用20分钟,当工件温度达到590℃时,保温10-12分钟,关闭加热。
h.产品随炉冷却到炉温低于300℃即可出炉。
3.2.5焊接出炉操作
a.产品随炉冷却到工件温度低于300℃即可出炉。
b.打开放气阀门,等待约7-10分钟,直到听不到气流声,这时炉膛内外气压相等。
c.拧开炉门扳手,打开炉门,注意炉内温度高,不要用身体直接接触工件,并加以标识;
d.携带高温手套拆除产品上的测温偶,并将测温偶固定在炉内指定位置。
e.用升降车把工装和产品取出,关闭炉门。
f.关闭放气阀,炉内抽真空到10-2Pa,关闭控制器及电源。
g.产品冷却到安全温度(低于60℃),即可从工装上拆下。

二、真空钎焊炉的保养
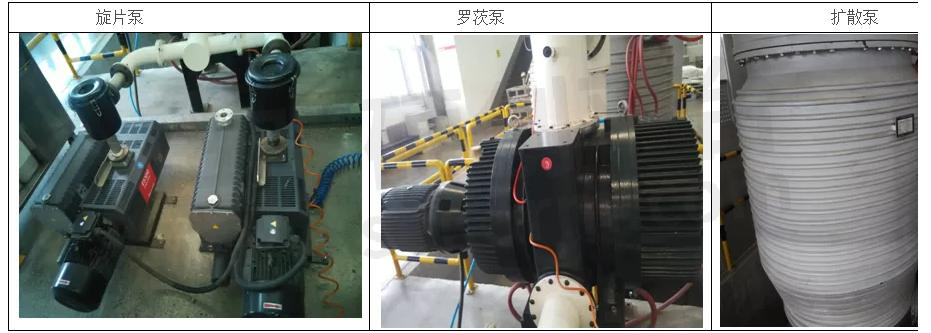
1.旋片泵的维护与保养
a.注意油位,油位一泵体正常运转时油标中心为准,油标低于中心时需加油。
b.换油时,禁止与其他油类混合跟换指定的真空泵油。
2.罗茨泵的维护与保养
a.保持泵体内清洁干燥。
b.保持泵体的各个部位润滑,若润滑油不清洁需及时更换。
3.扩散泵的维护与保养
a.扩散泵工作过程中必须保证冷却水畅通,停止加热后必须保持泵体内工作液完全冷却后关闭冷却水。
b.扩散泵工作停止工作时,泵体内需保持真空状态。以免泵油劣化,被抽气体应是干燥、无油污、无其他微颗粒杂质气体。
c.扩散泵不用时应处于真空状态,以免泵油污染或者腐蚀。并将冷却水套内的水处理干净。
d.扩散泵长期使用会其性能将变弱,应定期检修,查看泵油是否减少或氧化,按照相关要求进行更换或保养。
4.炉体及其他部件的维护与保养
a.炉子及控制柜经常擦拭,期间切断电源及压缩空气。
b.炉内清理,保持真空炉清洁、无灰尘,需不定期用无水酒精或者丙酮擦拭,并使其干燥。
c.焊接过程中检查炉体、扩散泵、除镁器及其他真空泵的外表温度,温度过高时应检查冷却管路是否堵塞,并及时清理。
d.密封部件的检查应用无水酒精或丙酮擦拭干净后,待其干燥后,涂上真空脂再安装上。
e.真空炉清理完炉内杂物、灰尘等后,再使用吸尘器清理真空炉加热带、连接带处及炉体其它部位。(注:下图为重点清理的位置,清理保养时注意。)

f.设备科协助定期检查外炉壁与加热带之间的绝缘阻值,使用万用表一端接触经过砂纸打磨光亮的加热带,另一端接触加热炉外壁,测量钎焊炉该区域的电阻值,其值不小于100Ω,当小于100Ω时认真检查电热元件、绝缘件、电极与隔热屏的电阻值,及时排除故障再开炉;V-356检查六个区,V-587检查十个区。
三、制定散热器产品焊片,盖板,主体,标准化;
1.散热器盖板非加工产品标准化工序为;下料,清洗,烘干,抛光。
2.散热器焊片非加工产品标准化工序为;下料,无尘布,酒精擦拭产品表面无油污。
3.散热器主体加工后产品标准化工序为;下料,清洗,烘干,抛光。
4.适用范围;此流程指针对真空钎焊前产品,标准化。
5.制定标准化工序目的:散热器真空钎焊前工艺标准化,针对不用机加工盖板及焊片,图纸中不在绘制,只在BOM中制定下料尺寸,主体图指标注尺寸,标准化工序
- |
- +1 赞 0
- 收藏
- 评论 0
本文由wenxia转载自大图热控官网,原文标题为:真空钎焊水冷散热器工作原理及加工过程,本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关研发服务和供应服务
相关推荐

简介大功率的水冷散热器和风冷式散热器的区别
水冷和风冷式的最后差别便是散热的媒介不一样,水冷是利用流水的流动性将热量带出来的,而风冷式是根据风机的旋转发热量根据气体的流动性传输走发热量,自然或是水冷散热的形式较为好啦,水冷散热等同于传统式的风冷式散热的优点表现在散热快速、静音模式效果非常的好。

什么是水冷板?液冷板?水冷散热器?
水冷板是水冷散热器的一种产品元件,是一种通过液冷交换热量的部件,其散热原理是在金属板材内加工形成流道,电子部件安装在水冷板的表面(中间涂装导热介质),内部的冷却液从板的进口进去,再从出口带走部件的出口热量。

解析真空钎焊水冷板工艺及原理
本文中大图热控将为大家解析真空钎焊水冷板工艺及原理。

CPU液冷板为服务器实现高效制冷应用案例
液冷技术较传统风冷各方面性能极大优化,可以极低的成本获得散热效率的大幅提升。液冷板通过水冷却方式进行换热,拥有器件可靠性更高、功率密度大幅提升及节能性更优等优点,液冷板传导热能效果更优,为风冷效能的25倍,温度传递效果更快,能够实现CPU高效制冷,液冷服务器CPU系统温度可比风冷降低约20℃。

液冷散热系统助力高压变流器高效散热设计,实现散热量达2500W*2,尺寸仅175*120*28mm
液冷散热系统可实现变流器的高效散热,高压变流器在正常工作时,热量来源主要是隔离变压器、电抗器、功率单元、控制系统等设备,其中作为主电路电子开关的功率器件的散热、功率单元的散热设计及功率柜的散热最为重要。

电力半导体器件的水冷板散热方案
本文主要为大图热控推出的针对电力半导体散热的水冷板散热产品方案的介绍,并给出具体电力半导体设备需要的水冷板产品特性和水冷板散热仿真以及加工检测过程做了具体介绍。

【材料】大图热控全新液冷板DTC-1500,实现千瓦级芯片散热能力,满足高算力服务器产业日益增长的散热需求
当芯片功耗提升到700W以上、热流密度超过100W每平方厘米时,传统液冷板也面临严重挑战,大图热控开发出的全新液冷板DTC-1500,成功突破了传统液冷板的散热瓶颈,实现了千瓦级的芯片散热能力。目前大图热控也已着手开发针对最新一代BlackWell系列GPU芯片的高效液冷板解决方案,以应对AI大模型训练等高算力服务器产业日益增长而产生的散热需求。

完成数百万人民币天使轮融资!大图热控开启液冷散热新时代
2021年12月,大图热控完成了数百万人民币天使轮融资。智能制造实业时代的高速发展决定了高功率设备会越来越多,功率也会越来越高。也奠定了散热产业升级的趋势不可阻挡,基于这样的背景,大图热控的水冷散热技术成为制造业产业链不可或缺的一环。

散热器购买与安装的注意事项
散热器的种类很多,我们在购买的时候需要怎么分析呢?安装的时候要注意什么问题呢?本文就散热器外表面涂装、暖气置的设置、散热器更换,无效热损失等对。用户使用、系统结护的影响进行了分析,并提出了解决方案。

液冷板助力解决服务器/工作站显卡散热痛点问题,散热量达350W(总420W)
液体热容量大、温升慢,能保证PCI显卡在高负荷下不会烧坏,计算机启动后,显卡温度缓慢上升,风冷温度迅速上升到稳定值,显卡高负荷运载时,尖峰值可能会立即突破PCI显卡温度上限,液冷可以很好的稳定过滤掉这个尖峰,从而保证PCI显卡的安全运行。

大图热控液冷模组助力激光器散热设计,散热量达300W*3,尺寸仅414*226*182mm
对快速升温的激光器而言须用液冷散热系统保证激光器正常运行,冷却水循环在液冷板隔成的回路中可对激光器进行有效冷却,具有冷却密度高、冷却温度适中、换热效果好、取冷效率高、取冷温度低及取冷过程平稳等优点。

IGBT模块散热方法有哪些?
IGBT模块功率一定时,IGBT外壳之间的热阻一定,IGBT外壳与散热器的热阻与散热器的材料和接触度有关,但这里热阻小,散热器的材料和接触度的变化对整个散热过程的影响小。IGBT模块散热方法有三种,常用的冷却方式有空气自然冷却、强制空气冷却、循环水冷却等。

柔性直流输电液冷板助力电力半导体器件高效散热,具有比热容大、换热系数高、散热效率快等优势
液冷散热采用液体进行散热,依靠其流道中的冷却液流动,通过多块液冷板进行对流传热,将热能进行吸收与发散,具有比热容大、换热系数高、散热效率快、散热均匀性好、体积小、温度梯度小、结构紧凑等优势,近年来在大功率电力半导器件的散热中已被广泛采用。

热管散热器的技术历程及其热管散热器工艺原理
热管技术以前被广泛应用在宇航、军工等行业,自从被引入散热器制造行业,使人们改变了传统水冷板散热器的设计思路,摆脱了单纯依靠高风量电机来获得更好散热效果的单一散热模式,采用热管技术使得水冷板散热器即便采用低转速、低风量电机,同时也可以得到满意效果,使得困扰风冷散热的噪音问题得到良好解决,开辟了散热行业新天地。

服务器高效液冷散热新方案
在互联网时代,人们对视频、电子邮件、网上银行、购物、旅游等服务有着巨大的需求,最终涌向全球数以百万计的数据中心虽然近距离感觉不到,但云机房的拥堵和热量积聚仍然是不可调和的矛盾,iceotope提出了一套缓解方案,即将计算硬件浸入非导电液体中,使处理器保持在相对较低的50℃(122℉)温度,以取代昂贵且耗能的空调制冷方案。

电子商城


现货市场
服务
提供稳态、瞬态、热传导、对流散热、热辐射、热接触、和液冷等热仿真分析,通过FloTHERM软件帮助工程师在产品设计初期创建虚拟模型,对多种系统设计方案进行评估,识别潜在散热风险。
实验室地址: 深圳 提交需求>
使用FloTHERM和Smart CFD软件,提供前期热仿真模拟、结构设计调整建议、中期样品测试和后期生产供应的一站式服务,热仿真技术团队专业指导。
实验室地址: 深圳 提交需求>
授权代理品牌:集成电路
























































授权代理品牌:分立元件






































授权代理品牌:接插件及结构件













授权代理品牌:部件、组件及配件




























授权代理品牌:电源及模块





授权代理品牌:电子材料














授权代理品牌:仪器仪表及测试配组件




授权代理品牌:电工工具及材料






授权代理品牌:机械电子元件








授权代理品牌:加工与定制












登录 | 立即注册
提交评论